
«План НИОКР нового продукта с длинным валом 20Cr»
2025-04-17
1. Обзор продукта
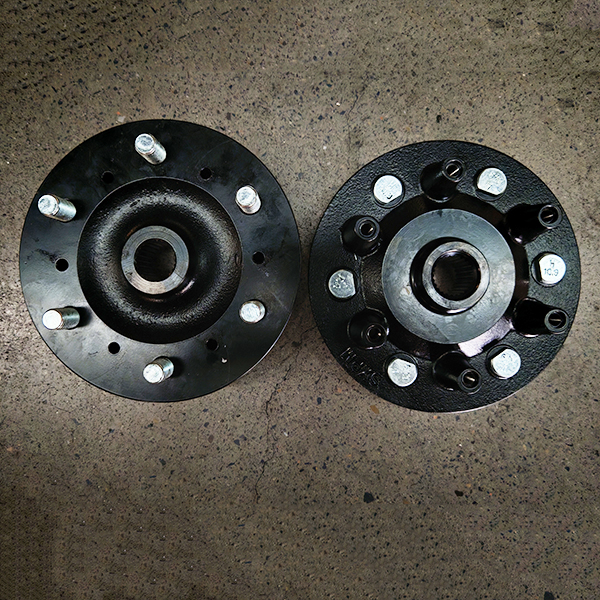
На этот раз разработан новый продукт, представляющий собой длинный вал из материала 20Cr общей длиной 1134 мм и диаметром φ45 мм. Изделие имеет строгие требования к концентричности и должно обрабатывать глубокое отверстие глубиной 45 мм. Средний диск соединяется с длинным валом методом горячей посадки и окончательно азотируется для повышения прочности и долговечности изделия.
2. Выбор материала
В качестве материала длинного вала выбрана легированная сталь 20Cr. Этот материал обладает высокой прочностью и ударной вязкостью. После цементации, закалки и низкотемпературного отпуска твердость поверхности может достигать 58-62HRC, а твердость сердцевины — 30-45HRC, что может соответствовать требованиям эксплуатации изделия в сложных рабочих условиях. В то же время легированная сталь 20Cr обладает хорошими технологическими свойствами, что облегчает последующие операции токарной обработки, сверления, горячей обработки и азотирования.
3. Процесс
1. Проверка сырья
oПровести проверку качества закупленной стали 20Cr, чтобы убедиться, что химический состав и механические свойства материалов соответствуют национальным стандартам и требованиям к конструкции изделия.
o Проверьте внешний вид стали, на ней не должно быть дефектов, таких как трещины, складки, царапины и т. д.
2. Резка
oВ соответствии с требованием к общей длине изделия 1134 мм, используйте пильный станок для резки стали на куски соответствующей длины. Длина реза должна учитывать припуск на обработку, обычно оставляя припуск на обработку 5–10 мм.
3. Ковка
oНагрейте отрезанную сталь до подходящего диапазона температур ковки (обычно 1100–1200 °C) и улучшите внутреннюю структуру материала посредством процесса ковки, чтобы повысить плотность и механические свойства материала.
oВ процессе ковки коэффициент ковки строго контролируется, чтобы он составлял от 3 до 5 для получения однородной и мелкозернистой структуры.
4. Грубая токарная обработка
oЗакрепите кованую длинную заготовку вала на токарном станке и используйте подходящий инструмент для черновой токарной обработки. Произведите черновую обточку внешнего круга до диаметра φ46 - φ47 мм, оставив припуск на чистовую обработку 1 - 2 мм.
o Поверните обе торцевые поверхности, чтобы убедиться, что общая длина соответствует проектным требованиям, и просверлите центральное отверстие на одной торцевой поверхности в качестве ориентира для последующей обработки.
5. Закалка
oДлинный вал после черновой токарной обработки подвергается закалке и отпуску, температура нагрева при закалке составляет 880-900 ℃, закалка с охлаждением в масле, а температура отпуска составляет 550-650 ℃. После отпуска достигаются хорошие комплексные механические свойства, а твердость контролируется в пределах 22-25HRC.
6. Получистовая токарная обработка
oПосле закалки и отпуска длинный вал закрепляется на токарном станке для получистовой обработки. Произвести получистовую обточку внешнего круга до диаметра φ45,5 - φ45,8 мм, оставив припуск на шлифование 0,2 - 0,5 мм.
o Поверните средний диск, чтобы получить наружный диаметр, отвечающий требованиям горячей загрузки.
7. Обработка глубоких отверстий
oИспользуйте станок для глубокого сверления для обработки глубоких отверстий на длинном валу с диаметром отверстия φ45 мм и глубиной 45 мм. При обработке глубоких отверстий используйте соответствующую охлаждающую и смазочную жидкость, чтобы обеспечить плавный отвод стружки, контролировать точность обработки и гарантировать, что прямолинейность и округлость глубокого отверстия соответствуют проектным требованиям.
8. Обработка диска
oДиск с внутренним диаметром φ45 мм обрабатывается на токарном станке. Наружный диаметр, толщина и другие размеры диска обрабатываются в соответствии с требованиями конструкции изделия.
oТермическая обработка диска позволит повысить его прочность и твердость в соответствии с требованиями эксплуатации.
9. Горячая перезагрузка
oНагрейте диск до подходящей температуры (обычно 800–900 °C), чтобы он мог расширяться и сжиматься, увеличивая свой внутренний диаметр.
o Быстро установите нагретый диск и длинный вал вместе и медленно охладите их. Используйте принцип теплового расширения и сжатия, чтобы обеспечить плотное прилегание диска и длинного вала и повысить прочность соединения.
10. Тонкая токарная обработка
oПосле горячей загрузки длинный вал зажимается на высокоточном токарном станке для точной обработки. Внешний круг прецизионно обтачивается до диаметра φ45 мм, чтобы гарантировать соответствие точности размеров и шероховатости поверхности требованиям проекта.
o Поверните торец, где диск соединяется с длинным валом, чтобы обеспечить плоскостность и вертикальность торца.
11. Шлифовка
o Используйте круглошлифовальный станок для шлифования внешнего круга длинного вала, чтобы дополнительно улучшить точность размеров и шероховатость поверхности внешнего круга, а также гарантировать, что концентричность соответствует чрезвычайно строгим требованиям.
oКонтролируйте параметры шлифования, чтобы предотвратить такие дефекты, как прижоги и трещины.
12. Азотирование
oТонкошлифованный длинный вал азотируется при температуре 500 - 580°C. Время азотирования определяется в зависимости от требуемой глубины азотированного слоя, обычно оно составляет 20–40 часов.
oБлагодаря азотированию на поверхности длинного вала образуется азотированный слой с высокой твердостью, хорошей износостойкостью и сильной коррозионной стойкостью, что повышает срок службы и надежность изделия.
13. Проверка готовой продукции
o Провести комплексную проверку готовой продукции на длинном валу после азотирования, включая проверку точности размеров, формы и положения, шероховатости поверхности, твердости, глубины азотированного слоя и других показателей.
oИспользуйте трехкоординатную измерительную машину для проверки концентричности длинной оси, чтобы убедиться, что концентричность соответствует проектным требованиям.
o Проверьте внешний вид изделия, чтобы убедиться в отсутствии дефектов, таких как трещины, царапины или неровности.
14. Упаковка и хранение
o Изделия, прошедшие проверку, будут очищены и защищены от ржавчины, а затем упакованы в соответствующие упаковочные материалы для предотвращения повреждений во время транспортировки и хранения.
oПоместите упакованную продукцию на хранение, маркируйте и запишите ее для удобства отслеживания и управления.
4. Контроль качества
1. Контроль качества сырья
oСоздать строгую систему контроля закупок сырья, проводить анализ химического состава и испытания механических свойств каждой закупленной партии стали 20Cr, чтобы гарантировать, что качество сырья соответствует требованиям.
oСоздавать долгосрочные отношения сотрудничества с поставщиками высококачественной продукции, а также регулярно проводить оценку и аудит поставщиков для обеспечения стабильности качества сырья.
2. Контроль качества процесса
oУстановить подробные процедуры технологического процесса, уточнить параметры обработки, методы работы и требования к качеству каждого процесса, а операторы должны действовать строго в соответствии с процедурами процесса.
oСоздайте точки контроля качества в ключевых процессах для мониторинга обработки в режиме реального времени, например, при обработке глубоких отверстий, горячей загрузке, чистовой обработке, шлифовке и других процессах, чтобы оперативно обнаруживать и решать проблемы с качеством.
oПериодически проводить техническое обслуживание и ремонт технологического оборудования, чтобы гарантировать, что точность и производительность оборудования соответствуют требованиям обработки. Калибруйте и проверяйте измерительные приборы, чтобы гарантировать точность данных измерений.
3. Контроль качества термообработки
oСтрого контролировать параметры процесса термообработки, такие как температура нагрева, время выдержки, скорость охлаждения и т. д., чтобы обеспечить стабильность качества термообработки.
oПроводить испытания на твердость и металлографический анализ структуры изделий после термической обработки, а также своевременно корректировать параметры процесса термической обработки, чтобы гарантировать, что механические свойства изделий соответствуют требованиям.
4. Контроль качества азотирования
oКонтролируйте температуру, время, поток газа и другие параметры азотирования, чтобы гарантировать, что глубина, твердость и структура азотированного слоя соответствуют проектным требованиям.
o Проводить проверку глубины азотированного слоя, проверку твердости и проверку хрупкости азотированных изделий, а также перерабатывать или утилизировать некачественные изделия.
5. Контроль качества готовой продукции
o Разработать комплексные стандарты проверки готовой продукции и процессы проверки, использовать передовое испытательное оборудование и методы испытаний, а также проводить комплексные и строгие проверки продукции.
oИнспекторы должны пройти профессиональную подготовку и обладать соответствующей квалификацией и навыками для обеспечения точности и надежности результатов проверки.
o Создать систему прослеживаемости качества для ведения подробного учета сырья для продукции, процедур обработки, записей проверок и другой информации, чтобы при возникновении проблем с качеством можно было своевременно отследить и проанализировать причины их возникновения.
5. Требования к оборудованию
1. Пильный станок: используется для резки стальных материалов с высокой точностью резки и высокой эффективностью.
2. Кузнечное оборудование: например, пневматический молот, фрикционный пресс и т. д., для удовлетворения требований процесса ковки и улучшения структуры и свойств материала.
3. Токарные станки: Обычные токарные станки и токарные станки высокой точности, используемые для черновой, получистовой и чистовой обработки длинных валов, а также обработки дисков.
4. Станок для глубокого сверления: Он отличается высокой точностью и стабильностью и используется для обработки глубоких отверстий по длинной оси.
5. Круглошлифовальный станок: используется для шлифования внешней окружности длинного вала для обеспечения точности размеров и концентричности.
6. Печь для термической обработки: включает закалочную печь, отпускную печь и печь для азотирования для удовлетворения требований по отпуску и азотированию продукции.
7. Трехкоординатная измерительная машина: используется для определения точности размеров, формы и положения изделия, чтобы гарантировать, что качество изделия соответствует проектным требованиям.
8. Твердомер: для проверки твердости изделия после термической обработки и твердости нитридного слоя.
9. Металлографический микроскоп: анализ металлографической структуры изделия и оценка качества термической обработки.
VI. Потребность в персонале
1. Инженер-технолог: отвечает за проектирование и оптимизацию технологического процесса производства продукции, а также за подготовку технологической документации для обеспечения рациональности и осуществимости процесса.
2. Токарная обработка: освоить навыки работы на токарном станке и выполнять токарную обработку длинных валов и дисков в соответствии с требованиями технологического процесса.
3. Сверлильщик: иметь опыт работы на станках для глубокого сверления и уметь точно выполнять задачи по обработке глубоких отверстий на длинных валах.
4. Шлифование: необходимо уметь работать на круглошлифовальном станке для обеспечения точности шлифования и качества поверхности внешней цилиндрической поверхности длинного вала.
5. Специалист по термообработке: Знать процесс термообработки, строго контролировать его и обеспечивать качество термообработки продукта.
6. Инспектор: отвечает за проверку сырья, обработки и готовой продукции, имеет богатый опыт проведения проверок и профессиональные знания, может точно оценить, соответствует ли качество продукции установленным требованиям.
7. Персонал по обслуживанию оборудования: регулярно обслуживать, ремонтировать и ремонтировать производственное оборудование для обеспечения его нормальной работы и снижения влияния отказов оборудования на производство.
Успешная разработка нового продукта с длинным стержнем 20Cr является убедительным свидетельством силы и усилий команды. На протяжении всего процесса, от выбора материалов, тщательного контроля сложных процессов до строгого контроля качества, каждый этап был выполнен превосходно. Были соблюдены строгие требования к концентричности, а также успешно преодолены такие ключевые звенья, как обработка глубоких отверстий, горячая загрузка и азотирование.
Этот успех позволил накопить ценный опыт для последующих проектов. Я считаю, что при таком импульсе следующая задача НИОКР также может быть успешно выполнена. Я надеюсь, что команда сможет и дальше поддерживать этот дух эффективного сотрудничества и преодоления трудностей, с нетерпением ждать создания еще более выдающихся результатов и продолжать внедрять инновации в исследования и разработки новых продуктов.

![{"mCoordarray":[0,0,3072,0,3072,4096,0,4096],"mFilterType":0,"mCameraMatrix":[2786.1318359375,0,0,0,2786.1318359375,0,0,0,1]}](https://cdn.cnyandex.com/sdxfs/uploads/7493009b-2ebf-4499-b233-f2286c17f246.jpg "2")