
Продукция



-

Крышка передней рессоры
-

Задняя ось
-

Дифференциальный случай
-

Кронштейн прицепа
-

Сцепное устройство для буксировки прицепа
-

опора
-

опорный колпак
-

Опорный кулак
-

диск с драйверами
-

146 Шарниры
-

151 Опорные шарниры
-

170 Рулевой наконечник
-
Новый приводной диск
-

Шарнир
-
Устройство для подключения автомобильной ступицы
-

168 Шарниры


соединительная втулка
Держатель сердечника ротора для больших двигателей, из литой стали, электрофоретическая краска, точная токарная обработка.
Описание
маркер
Держатель сердечника ротора для больших двигателей, из литой стали, электрофоретическая краска, точная токарная обработка.


связаться с нами
Сопутствующие популярные продукты

вал
Технические требования 1:Удаление заусенцев на кромке 2:Твердость модульной обработки 3: Допуск без обозначения в соответствии с GB/T1804-2000 при реализации уровня M

крыльчатка
Технические требования 1: Литейные заготовки не допускают наличия воздушных отверстий, песчаных отверстий. Дефекты должны быть удалены вручную в местах, которые не могут быть добавлены машиной, а поверхность канала крыльчатки и лопастей должна быть гладкой. 2:Направление вращения крыльчатки от входа – против часовой стрелки. 3:Передняя и задняя поверхность обработки крышки рабочего колеса и не поверхность обработки должны быть гладкими между чрезмерными, не должны быть смещены. 4:Литье должно быть отожжено.
Сцепное устройство для буксировки прицепа
Технические требования 1:Нет воздушных отверстий, темных ран, трещин на поверхности отливок 2:Не допускается наличие летучих заусенцев в конце обработанных отверстий. 3:Электрофорез продукта
Кронштейн прицепа
Технические требования 1:Нет царапин на поверхности кронштейна прицепа. 2:Сварка без утечек 3: Удаление заусенцев, заусенцев 4: Электрофорез

Шарниры картера
Технические требования 1:Не допускается недостаток материала, холодная сегрегация, отверстия в замке, деформация, трещины и другие кривые отливки 2:Зачистка летучей кромки 3:Твердость термической обработки HB110-170 4:Предварительная термическая обработка, нормализуется после искусственного старения
Новый приводной диск
Новый приводной диск для моделей UTV. Ведущий диск автомобиля является важной частью рулевой сист...

146 нижний соединитель
Технические требования 1:Не допускается отсутствие материала Холодные отверстия 2:Удаление заусенцев
168 Шарниры
Технические требования 1: Удалить летящий край, заусенец 2: Фаска без зазубрин 1*45 3:Тепловая обработка после ковки. 4: Магнитная дефектоскопия после ковки
Крышка передней рессоры
Технические требования 1:Ковка на кузнечном станке, чтобы убедиться, что внутренняя ковка части поковки полностью пройдена 2: Удалить заусенцы летучей кромки 3: Плавание краски после обработки, даже краска внутри отверстия.
Опорный кулак
Точное литье, электрофоретическая краска, широко используется в автомобилях, новых энергетических электромобилях и т.д.
Задняя ось
Технические требования 1:Очистка летящего края 2:φ3.8 отверстие крестообразного сверления 3:Модулирование обработки твердости 4:Поверхностное покрытие цвета цинка 5:Неуказанный допуск в соответствии с GB/T1804-2000 в реализации уровня M
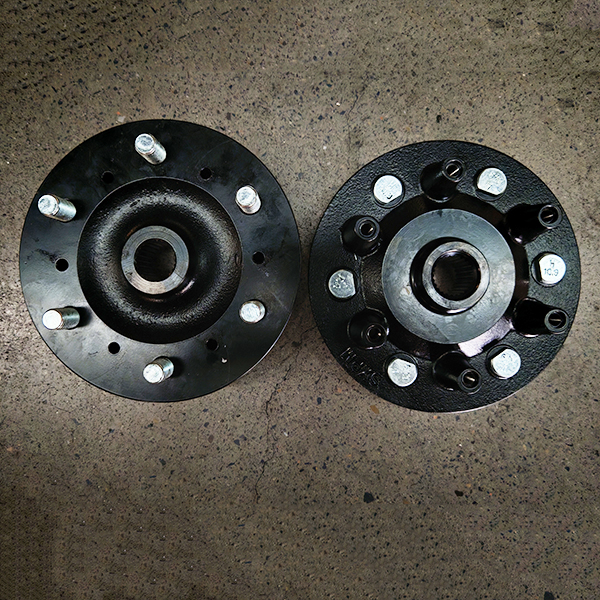
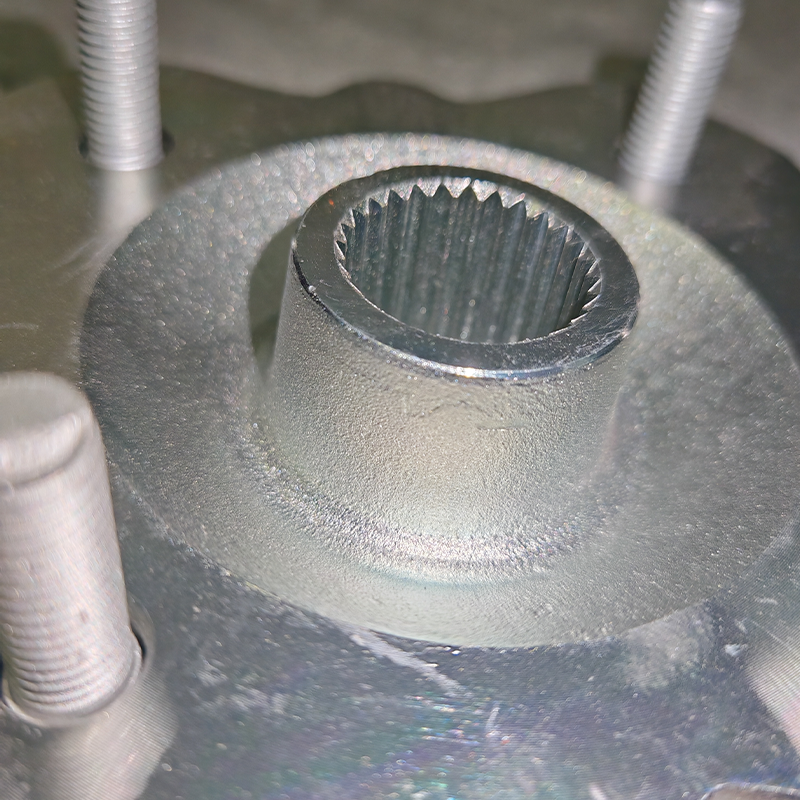
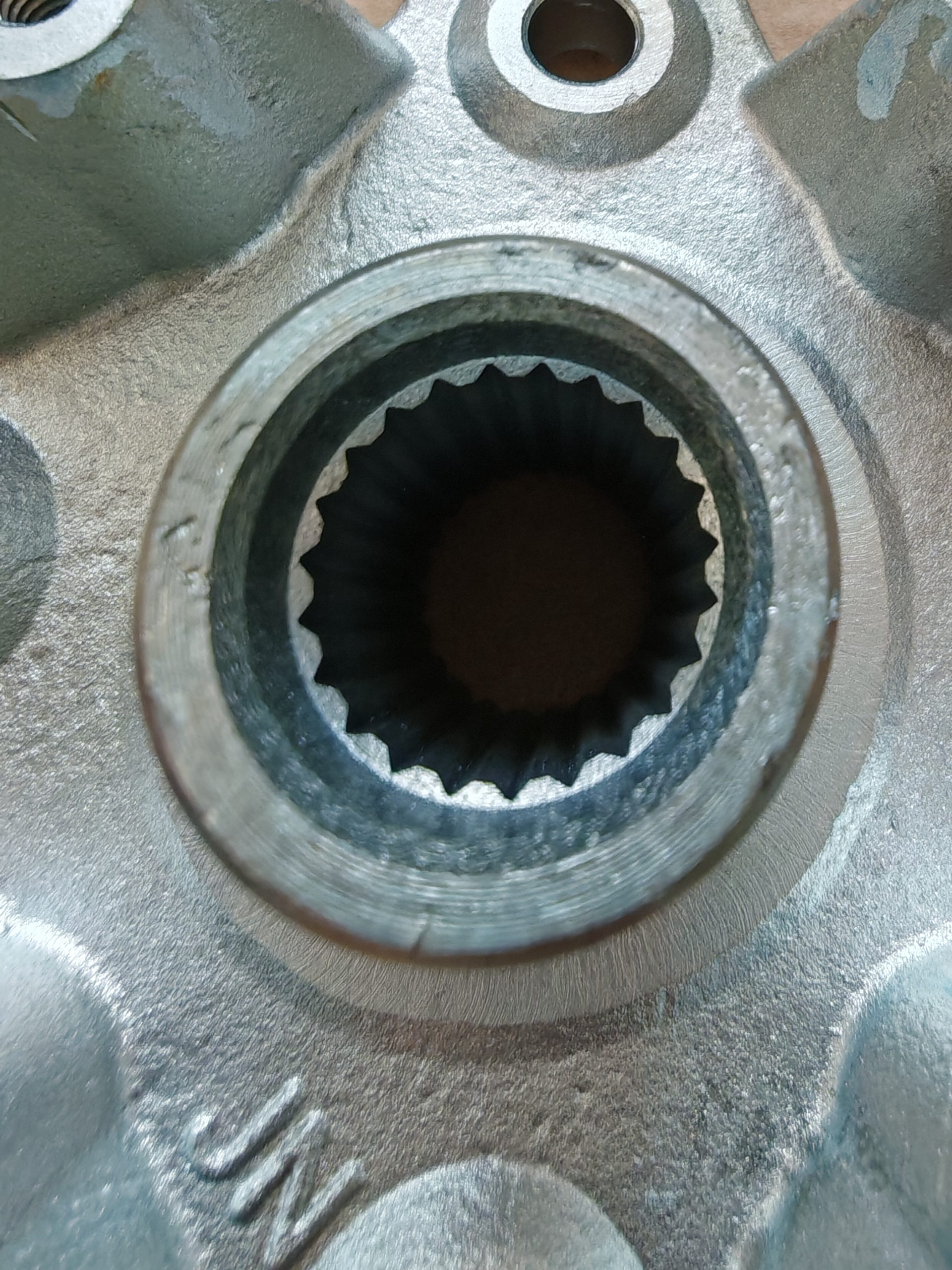
Устройство для подключения автомобильной ступицы
1.Процесс: ковка 2.Материал: 35# 3.Соедините колеса автомобиля

Разъем шасси
Имя: Разъем шасси Процесс: Ковка Материал: 45# Применение: Используется для соединения шасси четы...
151 Опорные шарниры
Технические требования 1:Нет воздушных отверстий, темных ран, трещин на поверхности отливок 2: В конце обработанных отверстий не допускаются заусенцы. 3:Продукты электрофореза, а затем отделка поверхности продукта, внутреннее отверстие. После отделки, чтобы убедиться, что внутреннее отверстие (отверстие подшипника) не должно иметь черную краску и ржавчину явления 4:Модульная обработка HRC25-32 5:Конус 1:6 6:С обеих сторон внутреннего отверстия через внутреннюю втулку.
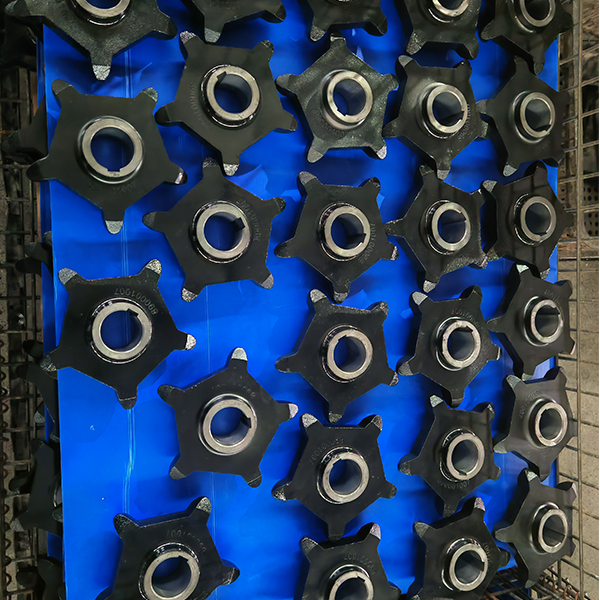
диск с драйверами
Процесс: кованая сталь Используется для различных установок концентратора ATV.
опора
Технические требования 1:Каждый проем изготавливается в соответствии с требованиями чертежей 2: Отливка названия устройства 3: Распыление краски после обработки готовой продукции, внутреннее отверстие не допускается появление черной краски