
Продукция



-

146 Шарниры
-

Передний приводной лоток
-

Петля для дверцы шахтной машины, петля для крышки машины
-

146 нижний соединитель
-

136 Рулевой кулак
-

Опорный кулак
-

132 Опорные шарниры
-

Кронштейн
-

диск с драйверами
-

Крышка передней рессоры
-

вал
-

Шарнир
-

Ограничительная пластина рулевого управления
-

168 Шарниры
-

Сцепное устройство для буксировки прицепа
-

опора

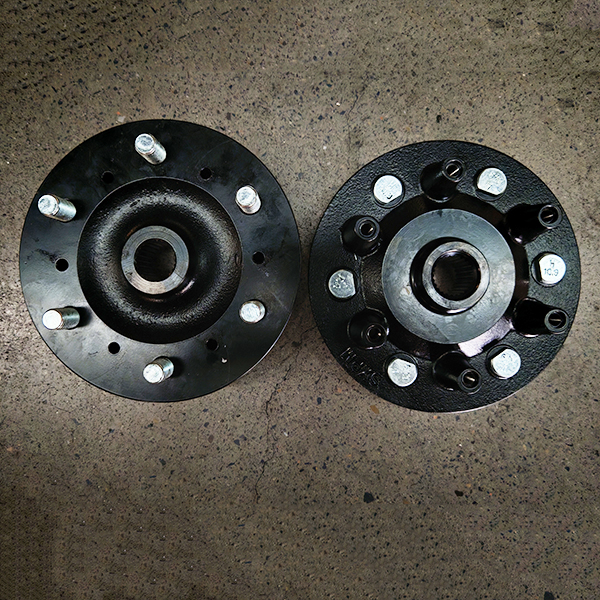
Рулевой кулак
Рулевой кулак для автомобиля, литье, электрофорезная краска, точная токарная обработка, красивая и прочная
Описание
маркер
Рулевой кулак для автомобиля, литье, электрофорезная краска, точная токарная обработка, красивая и прочная

связаться с нами
Сопутствующие популярные продукты
Опорный кулак
Точное литье, электрофоретическая краска, широко используется в автомобилях, новых энергетических электромобилях и т.д.

Наклонный опорный кулак
Технические требования 1:Нет воздушных отверстий, темных ран, трещин на поверхности отливок 2: В конце обработанных отверстий не допускаются заусенцы. 3:Продукты электрофореза, а затем отделка поверхности продукта, внутреннее отверстие. После отделки, чтобы убедиться, что внутреннее отверстие (отверстие подшипника) не должно иметь черную краску и ржавчину явления 4:Модульная обработка HRC25-32 5:Конус 1:6 6:С обеих сторон внутреннего отверстия через внутреннюю втулку.
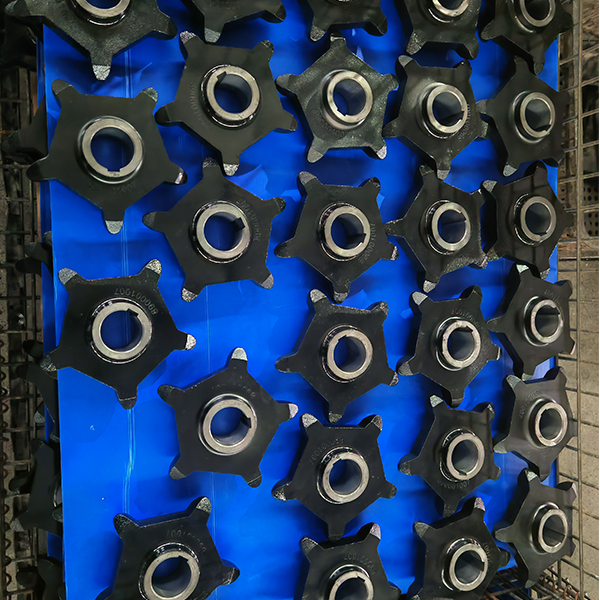
диск с драйверами
Процесс: кованая сталь Используется для различных установок концентратора ATV.


соединительная втулка
Держатель сердечника ротора для больших двигателей, из литой стали, электрофоретическая краска, точная токарная обработка.

151 Опорные шарниры
Технические требования 1:Нет воздушных отверстий, темных ран, трещин на поверхности отливок 2: В конце обработанных отверстий не допускаются заусенцы. 3:Продукты электрофореза, а затем отделка поверхности продукта, внутреннее отверстие. После отделки, чтобы убедиться, что внутреннее отверстие (отверстие подшипника) не должно иметь черную краску и ржавчину явления 4:Модульная обработка HRC25-32 5:Конус 1:6 6:С обеих сторон внутреннего отверстия через внутреннюю втулку.
Передний приводной лоток
Технические требования 1: Отсутствие облетающих кромок, заусенцев, скошенных углов. Отсутствие трещин по результатам магнитной дефектоскопии 2: Неинжектированное литье с закругленными углами R2-5 3:Поверхностная обработка цветного цинкового покрытия. 4:Внутренний шлиц зуба круговое биение в соответствии с 0,5, шлиц остальной допуск в соответствии с GB3478.1-1995 5: M12 * 1.25 болт класса 10.9, момент откручивания > 55N.M 6: Болты с отверстиями и ступицами с интерференцией 0,3-0,4 мм 7:Контроль давления клепки для 2-3MPa
168 Шарниры
Технические требования 1: Удалить летящий край, заусенец 2: Фаска без зазубрин 1*45 3:Тепловая обработка после ковки. 4: Магнитная дефектоскопия после ковки

Лоток заднего привода
Технические требования 1:Незаметная фаска составляет 0,5*45°. 2:Нет трещин по магнитной дефектоскопии 3:Тепловая обработка общая обработка модуляции HRC23-27 4:Поверхностная обработка Цветное цинковое покрытие Испытание соляным туманом ≥48 часов 5:Круговое биение зубьев внутреннего шлица согласно 0.05, остальные допуски шлица согласно GB3478 6:Болт класса 10.9
опора
Технические требования 1:Каждый проем изготавливается в соответствии с требованиями чертежей 2: Отливка названия устройства 3: Распыление краски после обработки готовой продукции, внутреннее отверстие не допускается появление черной краски

Дифференциальный случай
Используется для квадроциклов, UTV, различных пляжных внедорожников, внутренней конструкции перед...

опорный колпак
Технические требования 1: Удаление заусенцев 2: Литейные заготовки не могут иметь песчаных отверстий 3: Верхняя часть изделия наклонена от середины в обе стороны.
Сцепное устройство для буксировки прицепа
Технические требования 1:Нет воздушных отверстий, темных ран, трещин на поверхности отливок 2:Не допускается наличие летучих заусенцев в конце обработанных отверстий. 3:Электрофорез продукта

170 Рулевой наконечник
Технические требования 1:Удалите литейный летучий край, заусенец 2:Не допускаются такие дефекты литья, как отсутствие материала, холодная сегрегация, усадка, рыхлая организация, деформация, трещины и т.д. 3: твердость литья термической обработки HB110-170 4: Фаска без зазубрин 1 * 45 5: Предварительная термическая обработка, нормализация с последующим искусственным старением 6: Плавание краски после отделки, подшипниковые отверстия позволяют внутренней черной краской

Кронштейн прицепа
Технические требования 1:Нет царапин на поверхности кронштейна прицепа. 2:Сварка без утечек 3: Удаление заусенцев, заусенцев 4: Электрофорез
вал
Технические требования 1:Удаление заусенцев на кромке 2:Твердость модульной обработки 3: Допуск без обозначения в соответствии с GB/T1804-2000 при реализации уровня M